Pyöreät työkalut: tulevaisuuden muotoilu

Työstötekniikan, materiaalien ja markkinoiden tarpeiden kehittyminen tekee pyöreistä työkaluista yhä houkuttelevamman vaihtoehdon työstöratkaisuihin. Sandvik on valmistanut pyöreitä työkaluja jo vuosikymmeniä, ja sillä on nykyään hyvät mahdollisuudet hyödyntää markkinoiden kasvua ja tarjota asiakkaille parhaita mahdollisia työkaluja.
Useimmat meistä ovat luultavasti käyttäneet kotona pyöreää työkalua poratessaan reikää seinään. Ne ovat osia, jotka sopivat porakoneiden päihin ja joita on kaikenlaisia kokoja.
Sandvik valmistaa tuhansia pyöreitä työkaluja, ja vaikka ne saattavat näyttää hyvin samankaltaisilta kuin kotona käyttämämme työkalut, nämä työkalut on valmistettu pääasiassa teollisuutta varten, ja ne ovat paljon vahvempia ja kestävämpiä.
Pyöreiden työkalujen markkinat kasvavat nyt nopeammin kuin indeksoitavien työkalujen markkinat
Sandvikin pyöreät työkalut voidaan jakaa karkeasti kolmeen pääryhmään: poraukseen, päätyjyrsintään ja kierteitykseen. Näitä pyöreitä työkaluja käytetään pääasiassa komponenttien valmistukseen autoteollisuudessa, ilmailu- ja avaruusteollisuudessa, lääketieteessä, energiantuotannossa, yleisessä konepajateollisuudessa sekä öljy- ja kaasuteollisuudessa.
Pyöreiden työkalujen kasvu
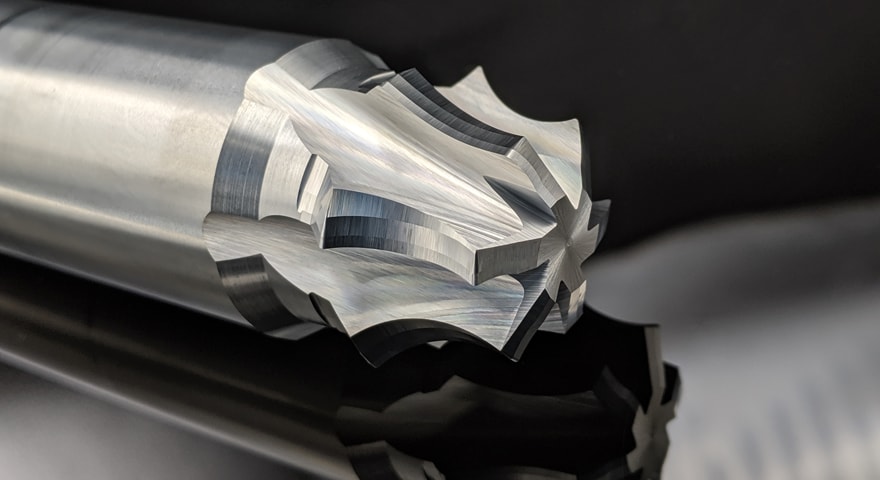
Pyöreät työkalut valmistetaan massiivisista tangoista, jotka hiotaan geometriaksi, jota voidaan sitten käyttää reiän poraamiseen tai kierteiden tekemiseen esimerkiksi pultille, jolla osat liitetään toisiinsa. Niissä käytetään samaa materiaalitekniikkaa kuin indeksoitavissa olevissa työkaluissa, jotka ovat leikkureilla varustettuja pieniä teriä, jotka kiinnitetään leikkuukoneisiin. Vaikka sandvik on perinteisesti käyttänyt isompia teriä, pyöreiden työkalujen markkinat ovat nyt alkaneet kasvaa nopeammin.
Massiivikarbidi kestää korkeampia lämpötiloja ja mahdollistaa siten suuremman tuottavuuden
Anders Fältenhag on Sandvik Machining Solutionsin liiketoiminnan kehityspäällikkö. Yhdessä liiketoimintayksiköiden kanssa hän kehittää Sandvikin pyöreiden ja indeksoitavien työkalujen tuotestrategiaa. "Pyöreiden työkalujen markkinat kasvavat nyt nopeammin kuin indeksoitavien työkalujen markkinat", hän sanoo. "Ja tähän vaikuttavat useat trendit."
Ensimmäinen päätrendi liittyy Fältenhagin mukaan materiaaleihin:
"Nykyään voimme tehdä pyöreistä työkaluista kovametallia kovempia. Aiemmin oli vaikeaa käyttää tarpeeksi kovaa kovametallia, joten jouduimme käyttämään pikaterästä (HSS), jotta työkalu ei rikkoutuisi. Vaikka HSS on sitkeää, kiinteä kovametalli, joka on yleensä valmistettu volframista tai koboltista, on paljon kovempaa ja kulutusta kestävämpää. Se kestää korkeampia lämpötiloja ja mahdollistaa siten suuremman tuottavuuden.
"Kovametallien kehittyminen on tapahtunut samaan aikaan koneiden kehityksen kanssa, sillä aiemmin koneiden kierrosluku ei ollut niin suuri, että kiinteän kovametallin käytöstä olisi ollut hyötyä", hän sanoo. "Nykyään koneiden kierrosluvut ovat kuitenkin korkeammat. Nämä tekijät tarkoittavat, että pyöreitä työkaluja valmistetaan yhä useammin massiivikarbidista HSS:n sijasta, mikä tekee niistä paljon tuottavampia ja siten houkuttelevampia."
Koon vaikutus
Toinen tärkeä suuntaus liittyy komponenttien kokoon. "Komponentit kaikenlaisissa sovelluksissa, kuten sähkömoottoreissa, ovat muuttumassa paljon pienemmiksi", Fältenhag sanoo. "Aiemmin käytettiin sorveja tai jyrsinkoneita, jotka olivat melko suuria. Mutta kun komponentit pienenevät, voidaan käyttää pienempää konetta ja pienempää työkalua. Itse asiassa joissakin tapauksissa ei voi käyttää indeksoitavaa työkalua. Esimerkiksi 3 mm:n halkaisijaltaan olevaa indeksoitavaa poraa ei voi mitenkään suunnitella. Sitä varten tarvitaan pyöreä työkalu."
Additiivisessa valmistuksessa voidaan aloittaa lähes lopullisista mitoista
Pienin Sandvikin valmistama pyöreä työkalu on halkaisijaltaan vain millimetrin murto-osa. Näitä pieniä työkaluja kutsutaan mikrotyökaluiksi, ja niitä käytetään esimerkiksi kellojen ja piirilevyjen valmistukseen, joka on nykyään valtava valmistusala ja jossa tarvitaan paljon erittäin pieniä reikiä.
3D-tulostus ja pyöreiden työkalujen tarkkuus
Toinen suuntaus, joka edistää pienten pyöreiden työkalujen käyttöä, on additiivisen valmistuksen yleistyminen. "Additiivisen valmistuksen kaltaisessa uudessa teknologiassa jäljelle jää vain hieno työstö", Fältenhag sanoo. "Perinteisillä valmistusmenetelmillä aloitetaan isolla materiaalipalalla, joka täytyy leikata kokonaan pois, ennen kuin saadaan lopullinen osa. Paljon metallia on poistettava. Nykyään additiivisessa valmistuksessa voidaan kuitenkin aloittaa lähes lopullisista mitoista. Poistetaan vain viimeinen leikkaus, jota kutsumme viimeistelyksi, ja monissa tapauksissa pyöreät työkalut ovat tähän ihanteellisia."
Fältenhagin mukaan pyöreiden työkalujen ylempää kokoluokkaa rajoittaa taloudellisuus. "Pyöreitä työkaluja voi valmistaa 30-50 millimetrin halkaisijoilla kiinteästä kovametallista", hän sanoo. "Mutta niin paljon kiinteää kovametallia tulee hyvin kalliiksi. Jos tarvitaan näin suuria työkaluja, on paljon kustannustehokkaampaa käyttää kierrettäviä teriä, koska ne vaativat vähemmän kovametallia. Tietenkin on olemassa päällekkäisyyksiä. Sanoisin kuitenkin, että 20, 25 tai 32 millimetrin halkaisija on normaali yläraja pyöreille työkaluille. Suurempiakin voi tehdä, mutta siihen pitäisi olla erittäin hyvät syyt.
CAM-ohjelmoinnin lisääntynyt käyttö lisää myös massiivijyrsinten käyttöä
"Kun puhutaan porista, puhutaan pituuden osalta halkaisijan ja pituuden välisestä suhteesta", hän sanoo. "Yleisin on 3xD." Hän toteaa. 3x, 5x ja 7x ovat eniten myytyjä. Pitkiä pyöreitä työkaluja käytetään esimerkiksi pitkien reikien tekemiseen, joita käytetään polttomoottoreiden öljynsyöttöön sekä kampiakseleihin ja yhdystankoihin ja joihinkin ilmailu- ja avaruusalan komponentteihin."
Työkalujen mieltymysten muutos
Koon ja käyttötarkoitusten lisäksi pyöreiden ja indeksoitavien työkalujen välillä on monia muita päällekkäisyyksiä. Käytettävät materiaalityypit ja tuotantomenetelmät ovat lähes samat molemmissa työkalutyypeissä. Myös Sandvikin asiakkaat ovat näiden kahden työkalutyypin osalta enimmäkseen samoja.
"Joillakin segmenteillä on kuitenkin nähtävissä, että pyöreät työkalut alkavat olla hallitseva valinta", Fältenhag sanoo. "Esimerkiksi lääketieteellisissä ja hammaslääketieteellisissä tuotteissa, joissa on paljon pieniä osia. CAM-ohjelmoinnin lisääntynyt käyttö edistää myös massiivijyrsinten käyttöä ja mahdollistaa yhden työkalun käytön useisiin eri työvaiheisiin, kuten karhennukseen ja viimeistelyyn. Kaiken kaikkiaan voimme nähdä, että edellä mainitsemieni suuntausten vuoksi pyöreiden työkalujen alue kasvaa nopeammin."
Hankimme yrityksiä, joilla on meitä kiinnostavaa teknologiaa tai erityisosaamista
Tätä pyöreiden työkalujen markkinoiden kasvua Sandvik haluaa kovasti hyödyntää. "Olemme tällä hetkellä kolmanneksi suurin maailmanlaajuinen toimija pyöreiden työkalujen alalla", Fältenhag sanoo. "Mutta haluamme olla ykkönen."
Segmentin kasvu
Koska pyöreiden työkalujen markkinat koostuvat monista pienemmistä yrityksistä, toisin kuin indeksoitavat työkalut, jotka ovat suurelta osin jakautuneet muutaman suuren yrityksen kesken, Fältenhag sanoo myös, että Sandvikilla on pienempi markkinaosuus pyöreissä työkaluissa kuin indeksoitavissa työkaluissa. Sandvik haluaa myös muuttaa tätä, jotta se voisi palvella asiakkaitaan paremmin.
"Kasvamme pyöreissä työkaluissa orgaanisesti samalla tavalla kuin indeksoitavissa työkaluissa", hän sanoo. "Omaa liiketoimintaa kasvatetaan nykyisten asiakkaiden kanssa tai etsitään uusia asiakkaita, ja se tapahtuu orgaanisesti jokaisella toimialallamme osana päivittäistä liiketoimintaa tarjoamalla ylivoimaisia tuotteita, erinomaista palvelua ja tukemalla asiakasta." Näin Fälhtenhkit sanoo. Haluaisimme kuitenkin nopeuttaa kasvua. Ja voimme tehdä sen yritysostojen avulla. Hankimme yrityksiä, joilla on meitä kiinnostavaa teknologiaa tai erityisosaamista tai jotka ovat vahvasti läsnä asiakassegmenteillä tai alueilla, joilla on suurempi kasvupotentiaali, tai jotka tarjoavat asiakkaalle laajemman tuotetarjonnan."
Sitoutuminen laatuun ja suorituskykyyn
Fältenhag huomauttaa myös, että vaikka pyöreät työkalut näyttävät usein yksinkertaisilta ja niitä on paljain silmin vaikea erottaa toisistaan, eri tuotteiden suorituskykyero on valtava:
"Suorituskyky riippuu siitä, millaista kovametallia käytetään, miten tuotetta käsitellään hiottaessa ja millainen pinnoite siihen laitetaan. Monet ominaisuudet ovat niin pieniä, ettei niitä näe edes mikroskoopilla. Sandvikilla on kuitenkin paljon hyvää tuotantoteknologiaa ja paljon kokemusta massiivikarbidityökalujen valmistuksesta. Kokonsa vuoksi meillä on myös suuri tutkimusorganisaatio, joka tukee uusien tuotteiden kehittämistä. Sandvik on siis pyöreiden työkalujen suorituskyvyssä huipulla ja markkinajohtaja täyskovametallityökalujen osalta."